自动矫直机采用压点式矫直原理,由左右两个V型块作为支点,加载机构驱动压头对待矫轴进行加压,使待矫轴发生弹塑性变形消除待矫轴的弯曲变形而实现矫直。
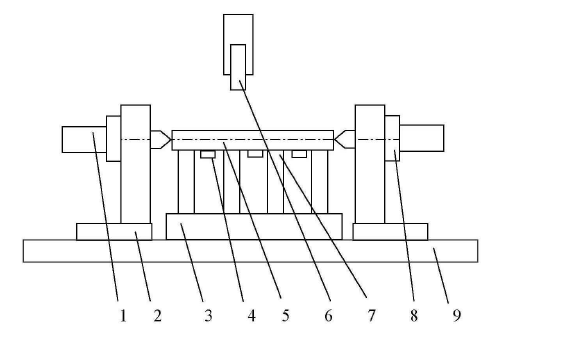
1.工件主动驱动支撑组件2. 支架3. v型块及导轨4. 数字千分表5.待矫轴
6.液压冲头7.可动支承8.从动回转及支承组件9.工作台
当要校正的轴被放置在V形块中时,气缸移动以推动从动旋转中心来拧紧要校正的轴,然后步进电机驱动轴旋转,并且每当轴旋转一个指数时,数字百分表在这个位置检测要校正的轴的跳动,并通过RS - 232串行总线将其传输到单片机系统进行处理。 通过对要校正的轴的测试,发现超过96 %的要校正的轴是弓形变形,这只能通过在要校正的轴上找到合适的位置并进行单点校正来实现。
2.矫直机工件的定位于监测设计
工件的精确定位和检测是保证矫直机精度的基础。 驱动旋转中心和从动旋转中心由装有精密轴承的顶针构成。 当要矫直的轴被放置在V形块中时,气缸推动从动旋转中心,使得主中心和从动旋转中心的顶杆夹紧并拧紧要矫直的轴。 步进电机移动以驱动待校正的轴通过有效旋转中心一起旋转. 在一次旋转中,数字百分表检测跳动值,步进电机步数记录相应的相位,根据检测结果判断待校正轴的最大弯曲量和位置。 当工件旋转进行测量时,主、从旋转中心的轴线为测量基准,顶针和工件一起旋转,数字百分表检测到的工件表面跳动值是相对于工件两端销孔连线的跳动值,因此顶针的旋转跳动精度要求很高,以保证测量的重复精度。
本文不使用位移传感器和角度传感器的组合来测量待校准轴的跳动量,并且测试了所生产的电子数字百分表(以下称为“数字百分表”),如图3 - 2,范围为0 - 12 mm,分辨率为0. 001毫米 。

与传统的位移传感器和角度传感器组合的测量方式相比,采用数字千分表大大简化了系统的硬件结构和数据处理过程,单片机的串口通过RS-232总线直接与数字千分表进行通信,读取数字千分表采样的跳动度数据,千分表完成数据采集和转换处理,而且数字千分表精度可达0.001 mm,完全能够满足检测条件。
加载过程中,矫直行程采用千分表进行动态监控,方荣精机工业有限公司根据千分表当前检测的跳动度值和初始值的差作为矫直行程。与传统的通过控制驱动元件运动而控制行程的方式相比,通过千分表数据变化实时控制步进电机运动而控制矫直行程的方法有效地避免了由于传动机构引起的误差。
为了增大矫直机的矫直范围,使矫直机在一定范围内能满足不同规格的待矫轴的矫直要求,设计过程中将v型块设计成易于更换的模块,针对不同规格的待矫轴设计不同规格的v型块;v型块支座和千分表支座的位置可以根据需要在底板上沿待矫轴的方向进行调整,以满足不同长度的轴的矫直。
表3-1 MS-1型称重传感器及主要技术参数
量程((kg)2.5×103
灵敏度(mV/V)2.00±0.01
输入电阻(Ω)385±10
输出电阻(Ω)350±3
供桥电压(V)10
在两个V型块支座下方分别安装一个称重力传感器,实现对施加在待矫轴上的载荷的检测。重传感器,主要技术参数如表3-1所示。该传感器采用钢制“S”型结构,具有输出特性好、结构紧凑、安装方便等优点。
3 矫直机构驱动元件的选择
步进电机是将电脉冲信号转换成角位移或线性位移的控制元件。 在非过载(或非失步)的情况下,电机的转速和停止位置仅取决于脉冲信号的脉冲频率和数量,不受负载变化的影响。 步进电机因其体积小、扭矩大、稳定性好、低速时速度快、易于控制等优点,被广泛应用于速度和位置控制。
滚珠丝杠传动系统是以滚珠为滚动介质的滚动丝杠传动系统。 滚珠丝杠传动系统的传动效率高达90 % - 98 %,是传统滑动丝杠系统的2 - 4倍,可以用较小的扭矩获得较大的推力,也可以从直线运动变为旋转运动(运动可逆)。 滚珠丝杠传动系统是一种点接触滚动运动,具有低摩擦阻力、高灵敏度、启动时无振动、低速时无爬行,因此可以精确控制微进给。 此外,滚珠丝杠具有精度高、耐用性高、同步性好、可靠性高等优点。 采用滚珠丝杠传动系统作为传动系统是一个理想的选择。
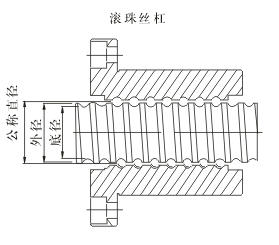
本设计中选用的滚珠丝杠为:公称直径为25mm;导程6mm。根据丝杠理论容许轴向载荷计算公式
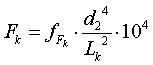
其中:Fk—丝杠理论容许轴向载荷(N);
d2—丝杠螺纹底径(mm)本设计中选用的丝杠d2=23mm;
—支承系数,本系统丝杠采用固定一自由的安装方式, -2.6;
—轴承与螺母间的距离(mm), =32mm;
由以上参数计算得Fk=266×104N, 为了使用的安全性,丝杠工作容许轴向载荷应为丝杠理论容许轴向载荷的50%,则丝杠工作容许轴向载荷 ,矫直机工式因此所采用的丝杠能满足矫直要求。
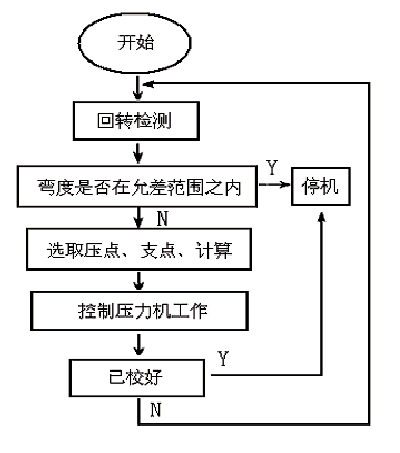
4 液压矫直机的工作过程
矫直轴零件上台后,矫直机开始矫直过程。
首先,传感器检测轴零件的弯曲,检测到的数据由控制系统处理,然后控制系统控制每个电机的动作来完成矫直过程。
也就是说,电机驱动导轮使零件的最大弯曲垂直向上,然后电机驱动压力机小车将压头移动到零件的最大弯曲,然后压头被压下以完成第一矫直过程。
在第一矫直过程完成后,进行检测。 如果测试结果显示轴零件的弯曲状况在允许范围内,则停止机器以完成矫直工作.
如果测试结果显示矫直后的轴零件不合格,重复上述矫直工作,直到轴零件的弯曲度在允许范围内。 液压矫直机的工作过程可以用下图示。